耐磨钢板【Mn13高锰耐磨板 】质保一年-可发货到下城|临安|衢州|宁波|湖州|绍兴|嘉兴|温州
更新时间:2025-05-31 00:54:02
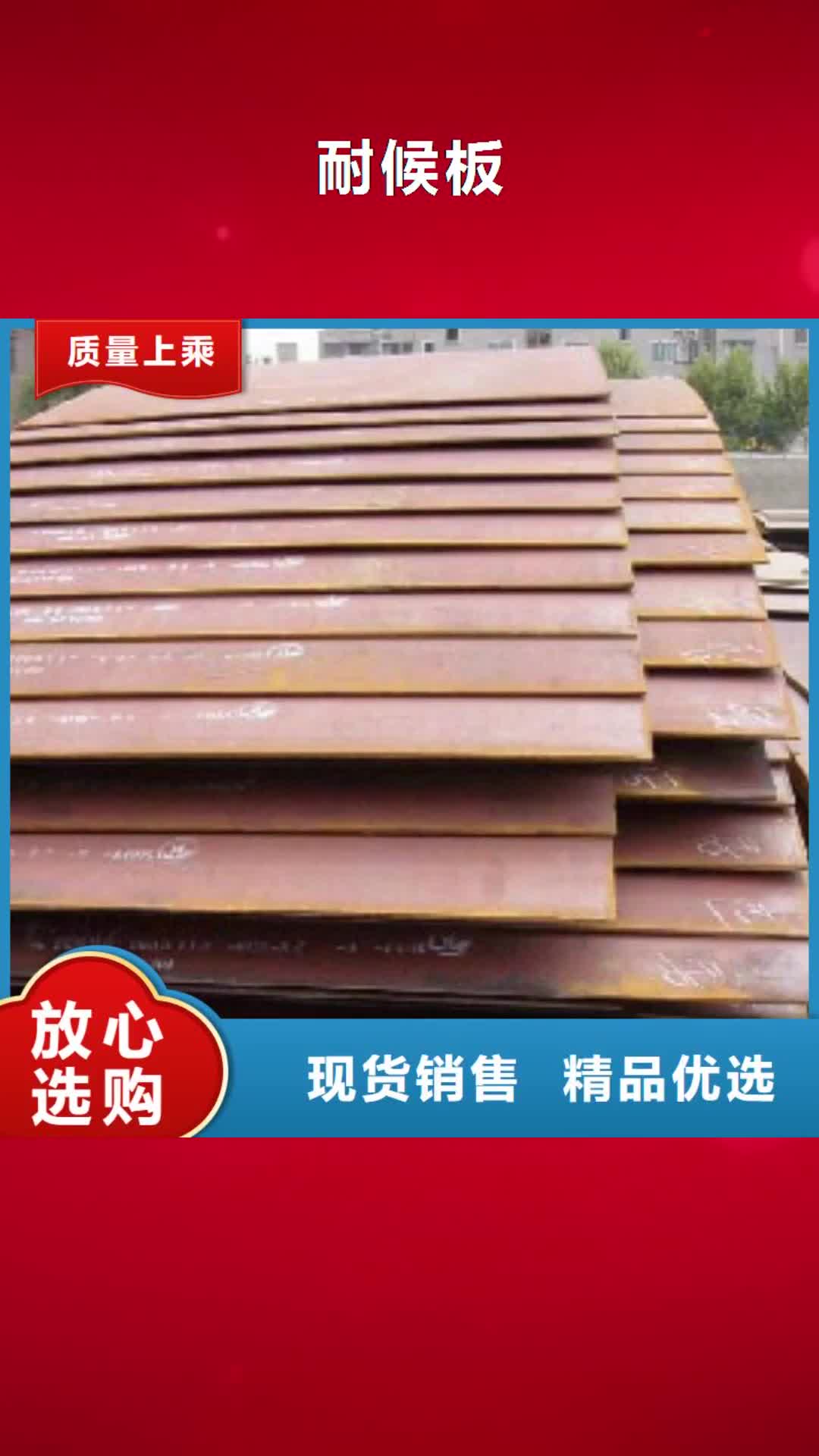
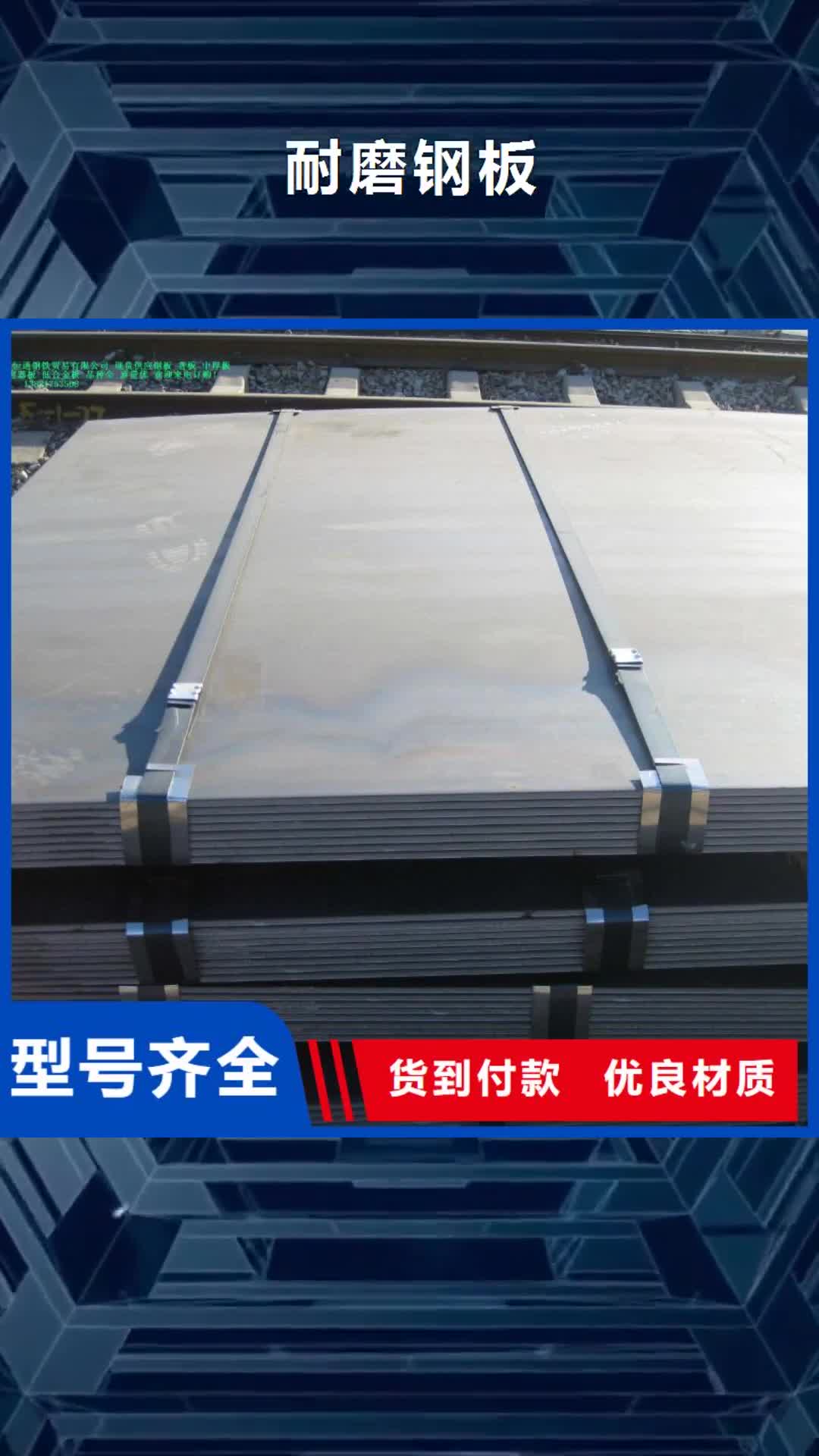
Tags: 耐磨钢板


别再纠结于文字描述了,观看视频,让耐磨钢板产品为你展现真实魅力!
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 3天 |
| 供货总量 | 5000吨 |
| 运费说明 | 全国发货电议 |
| 小起订 | 0 |
| 质量等级 | 国标验收 |
| 是否厂家 | 是 |
| 产品材质 | 耐磨板 |
| 产品品牌 | 耐磨钢板 |
| 产品规格 | 3mm-100mm |
| 发货城市 | 山东 |
| 产品产地 | 新钢/涟钢/普阳 |
| 加工定制 | 来图定制 |
| 产品型号 | 耐磨钢板 |
| 可售卖地 | 全国 |
| 产品重量 | 理记 |
| 产品颜色 | 钢板原色 |
| 质保时间 | 2年 |
| 外形尺寸 | 长方形 |
| 适用领域 | 耐磨机械零件 |
| 是否进口 | 否 |
| 质量认证 | 材质单验收 |
| 产品功率 | 材质单 |
| 工作温度 | 高温 |
| 材料名称 | 高强度钢板 |
| 票据 | 可开增值税发票 |
| 是否 | 附带原厂材质单 |
| 产地 | 宝钢/舞钢/涟钢 |
| 厂家资质 | 直销 |
| 材质性能 | 保材质保性能 |
| 加工 | 提供来图定做 |
| 是否现货 | 现货 |
| 板面尺寸 | 尺寸可定做 |

耐磨钢板,【聊城财源特钢销售(杭州市分公司)sdz2303-3】专注生产销售耐磨钢板,1QdzpL8Xk想了解更多耐磨钢板报价,参数等资讯新闻详情请致电客服热线24小时为您保持畅通,联系人:朱经理-【13820097713】,地址:经济开发区黑龙江路东首铭德大厦。

(1)纵向裂纹(又称轴向裂纹)今天财源特钢信息部小编聊一聊nm400耐磨钢板表面裂纹都有哪几种,由于裂纹形成的原因和情况不同,它在钢件中分布型式不同,常见的淬火裂纹基本类型通常有纵向裂纹、横向裂纹、网状裂纹和剥离裂纹、过热淬火裂纹。纵向裂纹是生产中常见的一种淬火裂纹。这类裂纹特征是沿轴向分布,由工件表面裂向心部,深度不等,一般深而长,在钢件上常有一条或数条。纵向裂纹常发生在完全淬透的工件上。钢件在完全淬透时,工件的中心和表面都得到马氏体组织,内外硬度相近。但工件由于淬火时表面冷得快,先发生奥氏体向马氏体的转变,等表层马氏体已完成时,中心才开始进行奥氏体向马氏体的转变。由于马氏体比容大,终形成的组织应力在表面形成拉应力,心部形成压应力。而由于冷却的不同时性,热应力则在表面形成压应力,在心部形成拉应力。一般来说,相对截面尺寸不太大,工件全部淬透时,与组织应力相比,热应力较小,二者叠加之后,表面仍然为拉应力,心部为压应力。当表面的切向拉应力比轴向拉应力大,而且超过钢的破断抗力时,便可能形成由表面向内部的纵向裂纹。(2)横向裂纹(弧形裂纹)横向裂纹的断口分析表明,断口与工件轴线垂直,断裂的产生不是源于表面,而是在内部。裂纹在内部产生,以放射状向周围扩展

耐磨钢板具有高耐磨、抗冲击、易加工等特点,并可采取焊接、塞焊、螺栓连接等方式与其他结构件进行连接,广泛用于港口、码头、冶金、水泥、煤炭、电力、矿山、钢铁、建材、砖瓦等行业,与其他耐磨材料相比,具有更高的性价比,已经受到越来越多厂家和客户的青睐。 1. 具有高耐磨性 A)公司生产的双金属耐磨板,合金层中碳含量4.5-5.5%,铬含量达到30%以上,耐磨层中Cr7C3碳化物的体积分数达到50-70%,宏观硬度HRC60-64,碳化铬显硬度HV1400-1800,且碳化物的分布方向与磨损方向垂直分布,大大增强了耐磨层的使用寿命。 B)并可根据实际工况和客户要求添加陶瓷耐磨颗粒,其粒度小,增强基体整体硬度和提高材料抗磨粒磨损性能。 C)自主研发和设计的双金属耐磨板的耐磨性为普通碳钢的15-20倍;高锰钢的7-8倍;不锈钢的6倍;合金铸钢的8倍。 2. 具有良好的高强度抗冲击性 耐磨复合钢板的基板为低碳钢、低合金钢或不锈钢等韧性材料,提现了双金属的优越性。耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性。 3. 可再加工性好 耐磨复合钢板可以切割,调平,打孔,弯曲和卷曲,它可以制成平板,弧板,锥板,圆筒。切割好的复合板可以拼焊成各种工程结构件或零部件。复合板还可加热用摸具压制成复杂形状。耐磨复合钢板可以用螺栓或焊接固定在设备上,更换维修方便。 4. 品种规格齐全 双金属耐磨板厚度和尺寸可以根据客户要求定制,并可以加工成各种成品件和零部件。 5. 高的性价比 双金属耐磨板虽然制造成本高于普通的钢材或耐磨材料,但使用寿命数倍提高,使得维修费用和停机损失大为降低,其价格性能比比普通材料高约2-4倍。物料处理量越大,设备磨损越严重的厂矿,使用耐磨复合钢板的经济效果越明显。

双金属耐磨钢板的涂覆工艺:1、涂层导轨面的加工,在涂敷双金属耐磨钢板施工前,先把涂层导轨面按图一刨成锯齿槽,两边留出档料用的支撑边。防止涂料在压配成型过程中流失。2、修复尺寸控制,将涂层导轨面刨成锯齿槽后,需用汽油、丙酮仔细洗干净。使其无油污、锈斑及其它赃物。由于修复零件工作面刨成锯齿,原来的尺寸精度已被破坏,为了回复原来的定位尺寸,在锯齿条两侧需贴上20*20平方毫米的方垫块。3、涂脱模剂,按有机玻璃:丙酮=1:100的配合比,配制有机玻璃丙酮溶液,作为脱模剂。施工前,将溶液用软毛刷均匀地涂抹在不免涂覆耐磨层的工作导轨面上,脱模剂涂覆越均匀越薄,脱模效果越好。4、耐磨涂料的涂敷,将计算所得的耐磨涂料分层涂敷在锯齿槽上, 层要涂的很薄,用力使涂料填满锯齿槽获得 的附着力,然后再继续往上涂敷知道需要的厚度。涂敷中要认真排除气泡。涂料刮好后,合于相配合的导轨面上,合好后不雅再移动,并外加0.75~1KG/an的压力,放置24小时后便可起模。5、脱模后的清理,耐磨涂料固化后,加工很方便,一般钳工工具都能使用,但是不可用铁锤敲打,以免崩掉涂层面。配合件工作面的脱模剂,可用丙酮清洗干净。涂层面油槽可用圆锉或平锉修成,油孔用钻头钻通。







大家都爱看