

以下是:国标声测管厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 国标声测管厂家,鑫亿呈钢管(东莞市分公司)为您提供国标声测管厂家的资讯,联系人:刘经理,电话:【18833761560】、【18833761560】,发货地:新华区。 广东省,东莞市 东莞市,简称“莞”,广东省辖地级市、特大城市,国务院批复确定的珠江三角洲东岸中心城市。地处中国华南地区、广东省中南部、珠江口东岸,西北接广州市,南接深圳市,东北接惠州市,属亚热带季风气候,长夏无冬,雨量充沛。截至2022年10月,东莞市下辖4个街道、28个镇,总面积2542.67平方千米,截至2022年末,东莞市常住人口1043.7万人,其中城镇人口962.81万人,城镇化率92.25%。
产品视频展示,助您洞悉国标声测管厂家产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:国标声测管厂家的图文介绍
专业源于专注,十多年来我们只做 声测管,注浆管,冷却管,沉降板,除了拥有完善的自主研发系统,还建立了专业的 声测管,注浆管,冷却管,沉降板生产品质管控体系,在 声测管,注浆管,冷却管,沉降板领域取得了众多客户的信任和支持,是值得信赖的 声测管,注浆管,冷却管,沉降板定制厂家。
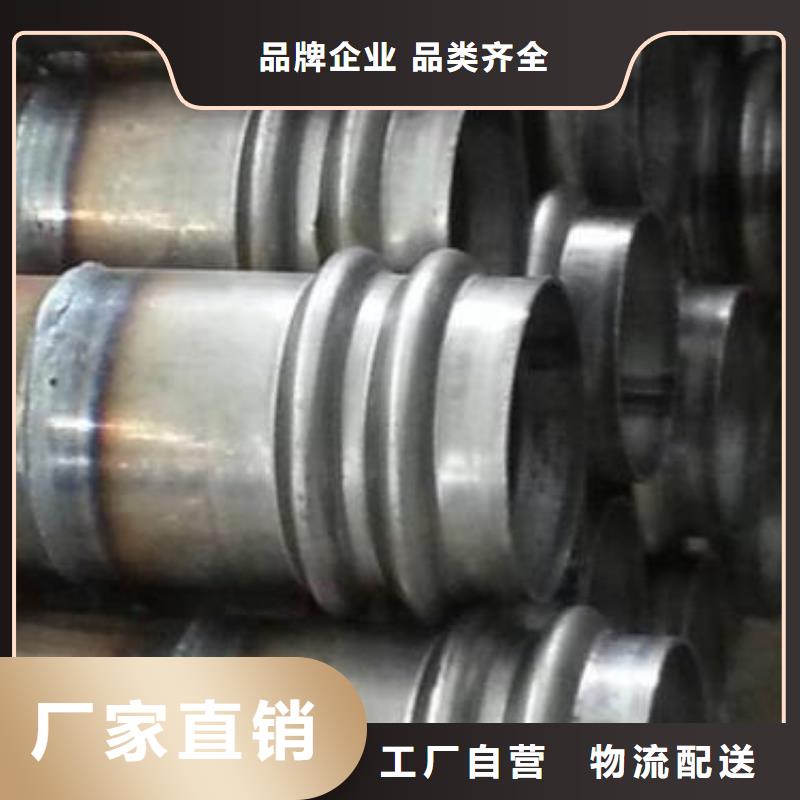
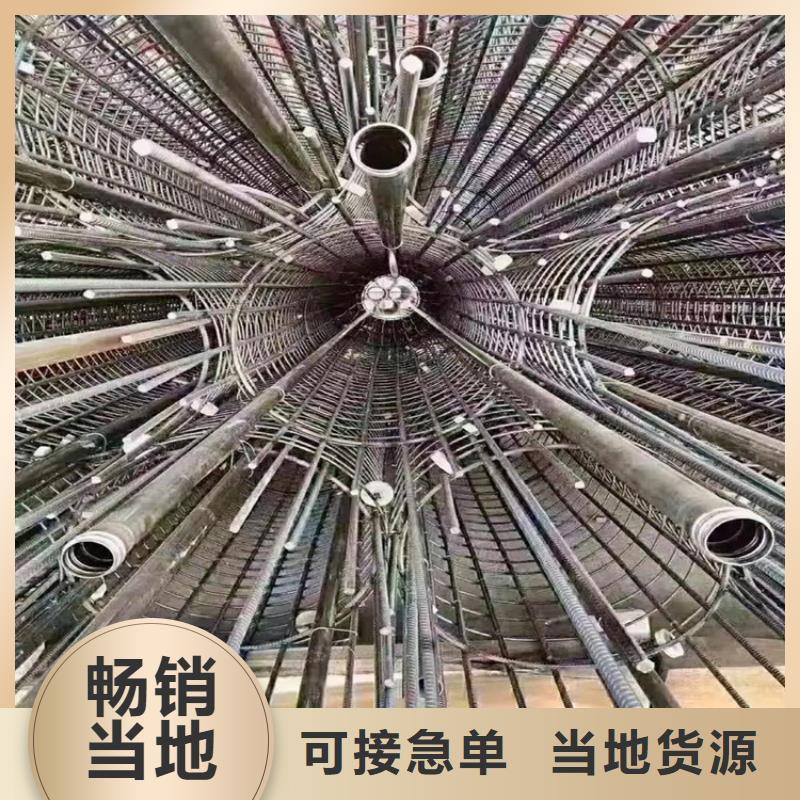
广东东莞声测管是在底管和中管或者顶管的一端分别焊接法兰接头,然后在法兰接头的中间部分放上密封圈,然后两根管对接通过螺丝连接。广东东莞声测管具有密封性强,安装简单,无需专用工具的特点,所有施工单位的工人就可以安装。它是目前比较方便快捷的声测管之一。广东东莞声测管可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,广东东莞声测管的底部也应密封,安装完毕后应将上口用木塞堵住。
有时候说到常见的广东东莞声测管每一米长的单位重量是多少这个问题,经常会有这样的客户来咨询我们这方面的问题。有时询价的采购方只告诉口径是多少,壁厚的话就问通常是用什么样的。现在我们就来的介绍一下。常见的广东东莞声测管口径为:50mm、54mm、57mm这3种。这个口径大小就直接影响了每米的重量,因为口径越大肯定相应的单位长度下的表面积就越大,那么同样壁厚的情况下肯定单位重量会增加。管子的壁厚可以做到从0.7mm至3.5mm之间,但*长用到的是1.0mm、1.2mm、1.5mm、2.0mm、3.0mm、3.5mm这6种。这个范围也是根据工地上的实际采购情况来确定的。甚至有人要采购无缝原料的管子,有钱人啊,我可以负责的说通常的直缝原料的就足够了。好了想在有了这两组数值我们再利用公式:(直径-壁厚)*壁厚*0.,就可以得出每一米广东东莞声测管的重量是多少千克了。
广东东莞声测管对焊接质量有哪些要求:分析广东东莞声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。广东东莞声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于广东东莞声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在广东东莞声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在广东东莞声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
选购国标声测管厂家来广东省东莞市找鑫亿呈钢管(东莞市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘经理-【18833761560】,地址:[新华区]。








